
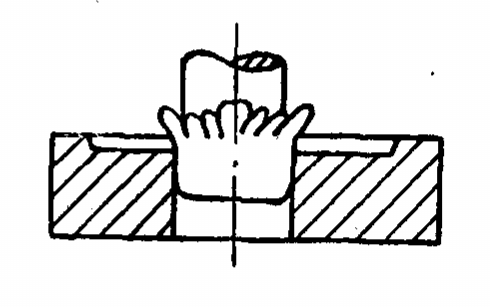
拉深件起皱(如下图)是五金冲压生产中经常遇到的质量问题。它是由于在冲压拉深中,材料凸缘部分失去稳定或由于材料产生较大流动,多余材料无法向外扩散而造成的。
防止与纠正拉深件起皱可采取下述措施:
1)调整压边力在拉深过程中,压边力不能过大或过小,而且在各处要均匀。过小的压边力易使拉深件起皱,过大的压边力又易使拉深件破裂,压边力不均匀,还会使拉深件出现一侧起皱。因此在拉深中要注意将压边力调整适当。
2)测量料厚料厚不对或负差过大,拉深件易起皱,料厚不均匀会造成拉深件一侧起皱。对厚度不均匀的材料在拉深前可进行一次碾压。
3)凸、凹模间隙凸、凹模间隙过大,则校直作用减小,材料易起皱。而间隙不均匀,拉深件又会出现一侧起皱。可适当修整凸、凹模间隙。
4)凹模圆角凹模圆角过大,减少了压边圈与材料接触面积,使拉深件起皱,可适当修整凹模圆角。
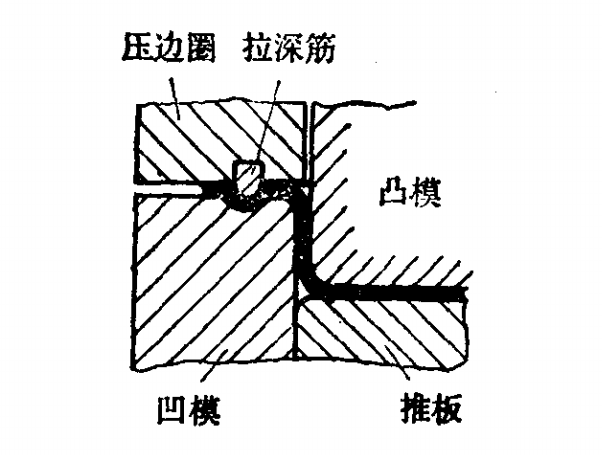
5)对于一些复杂曲面拉深件,尤其是小凸缘件,可在模具上设置拉深筋,以增加材料的流动阻力来防止拉深件起皱,如下图。
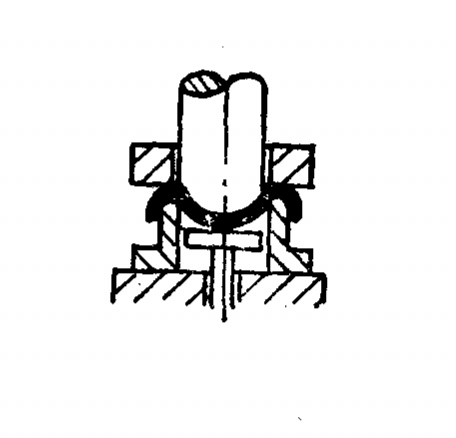
6)对于球形件、锥形件和抛物线形件,采用反拉深方法,增大材料的变形阻力来防止拉深件起皱,如下图。
7)润滑剂涂刷过多,可能造成局部进料多,引起起皱,应当正确进行润滑。
8)压料面、凹模面或拉深筋磨损严重,使阻料不均难以控制进料速度而引起起皱。应对压料面、凹模面及拉深筋进行修整。
9)不锈钢及其它加工硬化严重的板材在压边力是拉深力1~2倍的拉深中,若冲床刚性不足,无论怎样加大压边力,拉深件起皱仍消除不了。此时可换用大吨位冲床,用闭式冲床或液压机进行拉深。
发展重点的选取应根据市场需求、发展趋势和目前状况来确定。可按产品重点、技术重点和其他重点分别叙述。 1、 冲压模具 产品发展重点。 冲压模具 共...
冲压模具 依照模具结构分可分为 单冲模 、 连续 模 和 复合模 ,那么这三种有什么区别呢? 单冲模 :一般是由一个凹模和一个凸模或是由多个凹模和多个...
变薄拉 伸 ,通常是拉深工序或冷挤成形工序后进行的一种旨在实现极薄壁杯形件的成形工序,也可用此方法实现极薄壁管件的成形。 变薄拉伸 也是在拉伸...
