
在五金冲压过程中,模具凸模折断的原因是什么?
凸模折断的原因有:
1)凸模在冲裁过程中受到不平衡的横向推挤力,这些力使凸模弯曲以至折断,这一类力主要有以下几个方面:
①釆用橡胶作弹性卸料零件时,因装配不当,在五金冲压过程中,橡胶压缩产生横向膨胀而向一边挤压凸模。
②卸料装置中弹簧力不平衡使卸料板发生倾斜,从而使凸模受横向力推挤产生弯曲和折断。
③大、小凸模位置接近,在冲裁中,大孔的周围材料发生变形对小凸模产生侧挤压力,可能使小凸模折断。
2)凸模截面直径与其工作部长度之比不当,可能造成凸模折断。五金冲压凸模工作部长度的终验公式为:
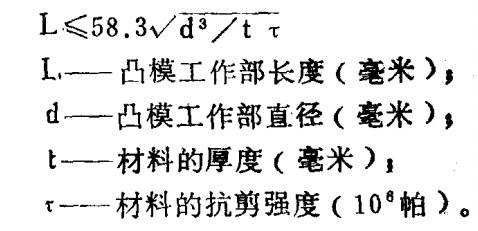
若凸模长度超过此计算值时,须设计成合阶式凸模。
3)小凸模冲压较厚、较硬的材料时,凸模易折断,普通冲裁凸模直径应大于五金冲压件料厚。否则,应采取凸模护套结构。
4)凸模折断也往往由于设计及制造不正确而造成台阶式凸模的转角处圆角半径小、加工粗糙存在不允许刃痕及磨削裂纹、机加工未完全去除锻造引起的脱碳层以及高合金工具钢锻造时未能改善碳化物偏析,热处理工艺执行不当等都能引起凸模早期折断。尤其对冷挤压凸模更为显著。
发展重点的选取应根据市场需求、发展趋势和目前状况来确定。可按产品重点、技术重点和其他重点分别叙述。 1、 冲压模具 产品发展重点。 冲压模具 共...
冲压模具 依照模具结构分可分为 单冲模 、 连续 模 和 复合模 ,那么这三种有什么区别呢? 单冲模 :一般是由一个凹模和一个凸模或是由多个凹模和多个...
变薄拉 伸 ,通常是拉深工序或冷挤成形工序后进行的一种旨在实现极薄壁杯形件的成形工序,也可用此方法实现极薄壁管件的成形。 变薄拉伸 也是在拉伸...
