
在遇到圆筒形产品时,我们往往考虑的是使用卷圆机加工,但是当圆筒直径不是太大的情况下,卷圆机的效率就比较低了,而且尺寸精密度也不够。这个时候我们就应该考虑使用冲压模具来加工了,冲压工艺不仅效率高,而且操作简单。今天我们就为大家分享下冲压卷圆筒模具的设计方法。圆筒形的弯曲方法根据圆的不同直径而各不相同。
一,圆简直径d≥20 mm的大圆形件
大圆筒形件可分别采用三次弯曲法、二次弯曲法和一次弯曲法。
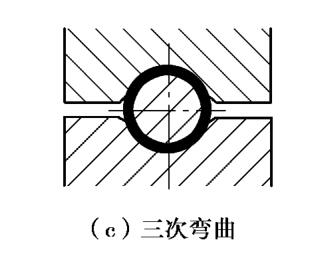
(1)三次弯曲法
如下图所示,用三道工序弯曲大圆,这种方法生产率低,适合于材料厚度较大的工件。
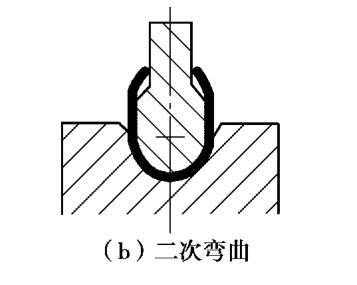
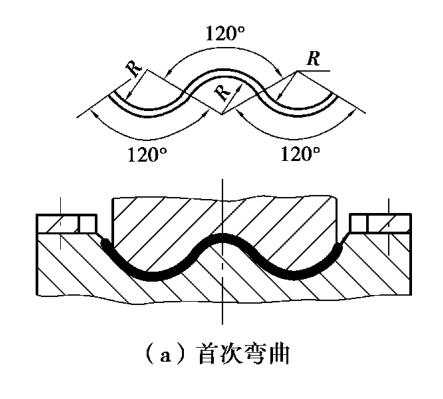
(2) 二次弯曲法
下图所示,是用两道工序弯曲大圆,先预弯成3个120度的波浪形,然后用第二副模具弯成圆筒形,工件顺凸模轴线方向取下。
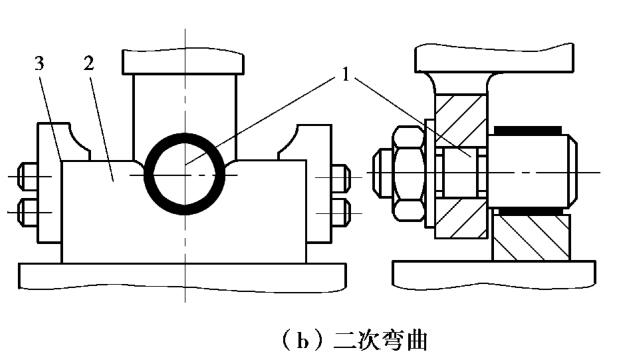
1一凸模:2一凹模:3-定位板
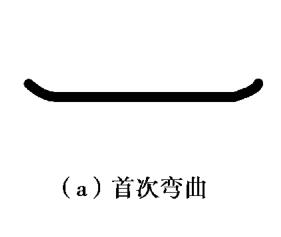
(3)一次弯曲法
如下面的动态图所示,用凹模能摆动的弯曲模一次弯曲成形,凸模下行先将坯料压成U形,凸模继续下行,摆动凹模将U形弯成圆筒形。工件可顺凸模轴线方向推开支撑取下。
二,直径d≤5 mm的小圆形件
小圆筒形件可以采用两种方法弯曲,一种方法是用两副简单弯曲模,先弯成U形,再将U形弯成圆筒形,如图所示。
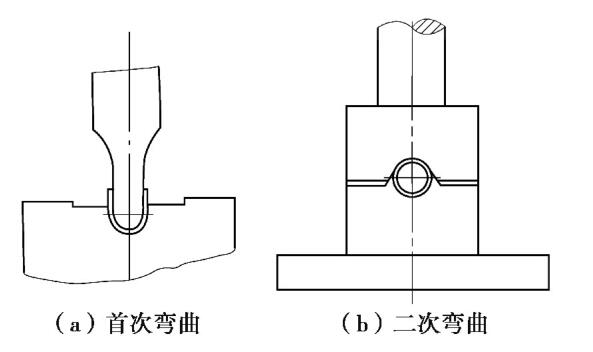
另一种方法是将两道工序合并,一次压弯成形,如图所示。
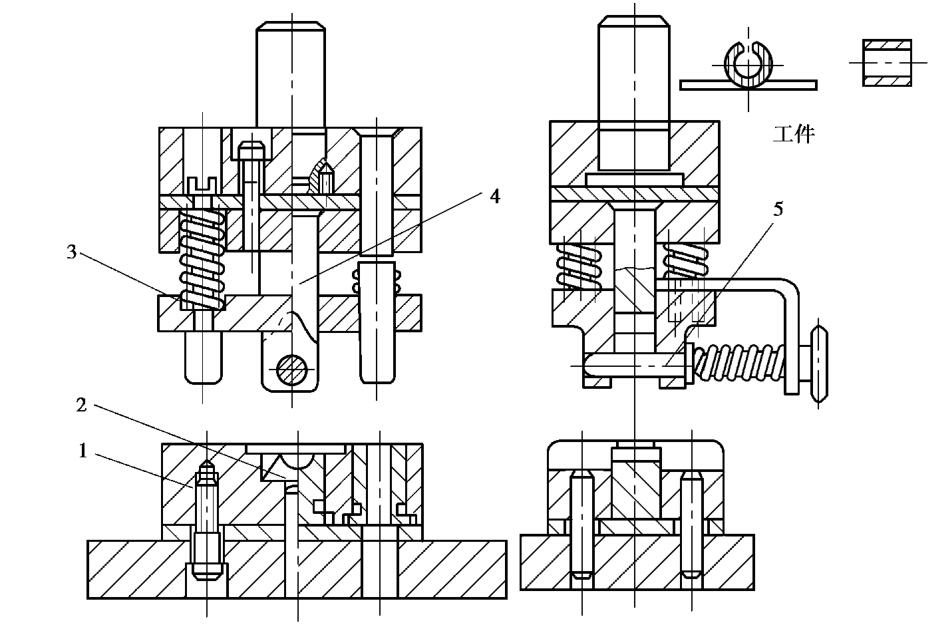
坯料以凹模固定板1上的定位槽定位。当上模下行时,芯轴凸模5与下凹模2首先将坯料弯成U形。上模继续下行时,芯轴凸模5带动压料板3压缩弹簧,由上凹模4将零件最后弯曲成形。上模回程后,工件留在芯轴凸模上,拔出芯轴凸模,工件白动落下。该结构中,上模弹簧的压力必须大于首先将坯料压成U形时的压力,才能弯曲成圆筒形。
发展重点的选取应根据市场需求、发展趋势和目前状况来确定。可按产品重点、技术重点和其他重点分别叙述。 1、 冲压模具 产品发展重点。 冲压模具 共...
冲压模具 依照模具结构分可分为 单冲模 、 连续 模 和 复合模 ,那么这三种有什么区别呢? 单冲模 :一般是由一个凹模和一个凸模或是由多个凹模和多个...
变薄拉 伸 ,通常是拉深工序或冷挤成形工序后进行的一种旨在实现极薄壁杯形件的成形工序,也可用此方法实现极薄壁管件的成形。 变薄拉伸 也是在拉伸...
