
冲压折弯件形状和尺寸不合乎要求是生产中经常遇到的质量问题,它的原因是多方面的,但主要是由于材料的回弹及定位不可靠等造成的。
1)回弹造成不合格。
从折弯变形过程分析可以知道,中性层两侧受力方向相反(外侧受拉、内侧受压),当折弯结束后,中性层两侧材料的弹性回复方向相反,产生明显的回弹。
折弯变形一般限于材料的局部区域,材料的其它部分处于自由状态,弹性回跳受到总体尺寸的牽制较小,故冲压件形状变化较大。

当工件宽度大于3倍料厚时,在宽度方向沿折弯线还会出现弓形挠曲,克服回弹有以下几个措施:
1)在工件上设置加强筋。在折弯处压出加强筋,使折弯件回弹比较困难,这样既增加了折弯件尺寸的准确性,又能提高折弯件的刚度。
2)采用弹性模数大、屈服极限低和机械性能稳定的材料。
3)压弯V形件时,采用校正(矫正)折弯。
4)压弯U形件时,冲压模具采用较小间隙。
5)毛坯在压弯前先进行退火处理,使塑性增加。
6)在保证使用性能和工件不开裂的条件下,采用小的凸模圆角半径。
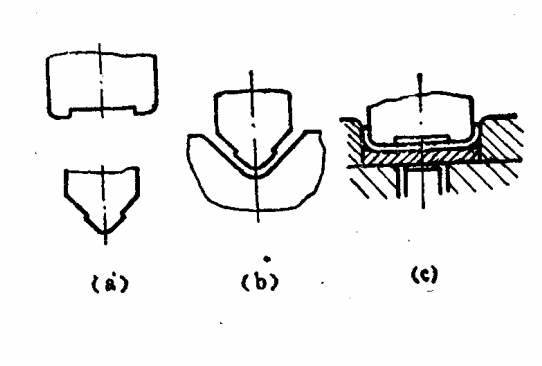
7)在凸、凹模的结构形状上想办法:①压弯U形件吋,在凸模和顶板上做出半径约为20t的圆柱面,(t为料厚),折弯后,利用底部的反回弹来抵消折弯处的回弹。或将U形折弯的凸模做成带双向斜度。②折弯材料厚度大于0.8毫米,且塑性较好时,凸模可做成下图所示形状。
8)对于折弯半径很大的弧形折弯件,可釆用拉弯工艺。
9)在折弯过程中采用远比实际所需折弯力大得多的力来进行校正性折弯。

二,毛坯定位不可靠造成不合格。
毛坯定位不可靠,造成在折弯过程中毛坯滑动,使产品不合格。提高定位可靠性的措施有:
1)由气垫、橡皮、弹簧等构成顶件器,通过顶板,在毛坯进入折弯前就对毛坯施加反向压紧力。以此增大毛坯所受的摩擦力,阻止毛坯可能发生的移动。还可在压料杆顶面、压料板或凸模工作面上制作齿纹、麻点、顶锥等,以增加定位的可靠性。
2)选择可靠的定位形式定位主要有以外形定位和以内孔定位两种形式。外形定位操作方便,但可靠性差。内孔定位操作不够方便,使用范围较窄,但定位可靠。如果在采用内孔定位同时,又采用压料装置,定位会具有较好效果。
3)毛坯受力不对称造成不合格形状不对称的工件在折弯时因受力不均会引起毛坯移动。为使折弯时毛坯受力均匀,可将不对称工件组合成对称工件,一次压弯。
发展重点的选取应根据市场需求、发展趋势和目前状况来确定。可按产品重点、技术重点和其他重点分别叙述。 1、 冲压模具 产品发展重点。 冲压模具 共...
冲压模具 依照模具结构分可分为 单冲模 、 连续 模 和 复合模 ,那么这三种有什么区别呢? 单冲模 :一般是由一个凹模和一个凸模或是由多个凹模和多个...
变薄拉 伸 ,通常是拉深工序或冷挤成形工序后进行的一种旨在实现极薄壁杯形件的成形工序,也可用此方法实现极薄壁管件的成形。 变薄拉伸 也是在拉伸...
