
在冲床上安装、调试五金冲压模具是每个模具工都应该具备的一项基本技能,但是很多新入行的冲压工和模具工往往不能够熟练的掌握,今天就给大家分享下如何将五金冲压模具安装到冲床上并进行调试。
1)首先检查冲床的运转是否正常,模具是否完好无误。将冲床停在上死点,将滑块两边的挡头螺钉调到最高位置,并将冲床与所装模具的接触面擦拭于净。

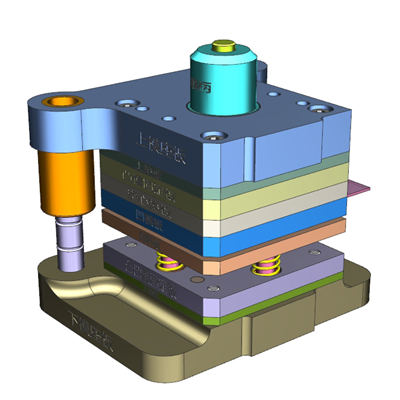
2)装上模对于无导向装置的模具,先把上模拿到工作台上,在上模下面垫一块厚木板或稍软而平的厚料,将二者一起推到滑块下面。对于有导向装置的模具,可将导向件处于吻合状态的上、下模连同选用的垫铁一起推到滑块下面。
手盘飞轮或按寸动按钮(对于大中型冲床)使滑块下行,同时移动上模,使模柄对准滑块的模柄孔。对于无模柄的上模,要将上模摆在大致是滑块中心部位的下部,并将滑块T型槽内的螺栓对准上模板的开口槽或固定孔。再使滑块缓慢下行,直到滑块下平面贴住模具上模板上平面,拧紧螺栓将上模固定。
3)装下模对无导向装置的冲模,先撤去上模下的垫木,再将下模连同选用的垫铁一起塞到上模下方。使滑块下行,同时水平移动下模位置,使上、下模工作零件的配合间隙大致均匀,稍稍固定下模,再用紫铜皮、硬纸片塞入细调,若遇直边还可使用塞尺,也可用上一次冲好的冲压件来校模,间隙调好后,可固定下模。
4)调节冲床的闭合高度根据模具所要求的凸模进入凹模的深度,调节闭合髙度,合适后拧紧锁紧机构。然后空冲和试冲。对于可调行程冲床,应先调行程,再调闭合高度。
5)调节打料及顶料装置,将滑块调到上死点位置后,将挡头螺钉向下调节使其下端接触打料横担。试冲一次,看能否打下料。若打不下料,就继续把挡头螺钉往下调,要试着调,不可下调过多,过多会损坏模具。
下模部分的顶料装置,调到能顶出料就可以了。
各种模具的调试要点是:
1.冲裁模的间隙要调试均匀,凸模进入凹模的深度应适当,一般为0.2-0.5毫米。
2.弯曲模的调试要点是,调节凸模进入凹模的深度,要保证既能压实工件又不发生硬性顶撤或在下死点发生“顶住”或“咬死”的现象。
3.拉深模的压边力要调试得均匀适当。
发展重点的选取应根据市场需求、发展趋势和目前状况来确定。可按产品重点、技术重点和其他重点分别叙述。 1、 冲压模具 产品发展重点。 冲压模具 共...
冲压模具 依照模具结构分可分为 单冲模 、 连续 模 和 复合模 ,那么这三种有什么区别呢? 单冲模 :一般是由一个凹模和一个凸模或是由多个凹模和多个...
变薄拉 伸 ,通常是拉深工序或冷挤成形工序后进行的一种旨在实现极薄壁杯形件的成形工序,也可用此方法实现极薄壁管件的成形。 变薄拉伸 也是在拉伸...
