
一个做防盗窗的客户,来我们厂要做套方管圆管冲孔模具,借此机会跟大家分享下钢管冲孔模具的做法。
一般情况下方管或圆管冲孔有3种常见的加工工艺:
(1)台钻钻孔。
使用台钻在钢管上钻孔,虽然可以保证孔尺寸的精度,但是生产效率却非常的低,无法进行大批量生产。
(2)采用无凹模冲压模具冲孔。
使用无凹模的冲压模具冲孔,虽然冲孔的效率较高,管材上孔的尺寸也可以得到保证,但由于模具没有凹模,冲孔后管会留下凹坑和塌陷。
(3)采用有凹模冲压模具冲孔。
使用有凹模的冲压模具冲孔,不但冲孔效率高、尺寸精确,而且冲孔后没有缺陷外观美观。是现在最常采用的冲孔方式。
下面我们详细分析下有凹模的冲孔模具是如何加工的:
下图为一套完整的钢管冲孔模具
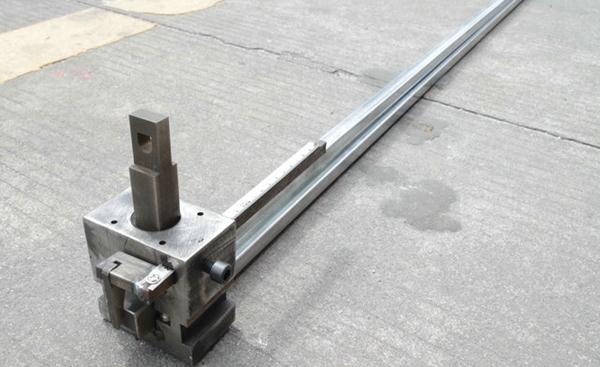
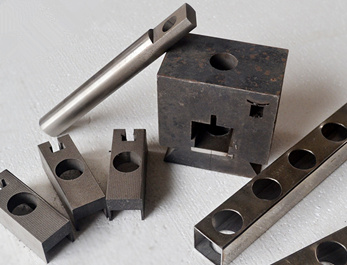
主要组成部分有:外模、凹模、凸模(冲头)、定位装置、凹模固定杆。钢管冲孔模具采用的是浮动凹模,需要固定在固定杆上。固定杆的长度需要大于要加工的钢管长度。在加工钢管时,将钢管凹模和固定杆穿进钢管内。
具体的操作步骤是:
1.用支架支撑凹模固定杆平行于机器工作台面,然后松开尾杆的两颗固定螺丝(调试好后需要在上紧)。
2、模具凸模对准冲床模柄孔,然后上紧模具夹固定凸模冲头。
3、用手扳动飞轮,使冲头进入凹模并且上下活动可以轻松、顺畅穿过凹模后然后上紧固定杆的固定螺丝。
4.全部螺丝上紧后再次用手扳动冲床飞轮确认是冲头和凹模配合是否顺畅,如果不能顺畅上下活动冲头需要再次调整凹模固定杆的高低。
5、必须插上管才能冲孔,不能空冲,否则凹模移动会被打坏。
定位装置采用的是通过上一工序加工的孔进行定位,首冲需要通过刻度尺来进行定位。钢管冲孔模具设计的关键点在于浮动凹模的设计,其他部件并没有难度,和普通冲压模具一样。
发展重点的选取应根据市场需求、发展趋势和目前状况来确定。可按产品重点、技术重点和其他重点分别叙述。 1、 冲压模具 产品发展重点。 冲压模具 共...
冲压模具 依照模具结构分可分为 单冲模 、 连续 模 和 复合模 ,那么这三种有什么区别呢? 单冲模 :一般是由一个凹模和一个凸模或是由多个凹模和多个...
变薄拉 伸 ,通常是拉深工序或冷挤成形工序后进行的一种旨在实现极薄壁杯形件的成形工序,也可用此方法实现极薄壁管件的成形。 变薄拉伸 也是在拉伸...
