冲压件生产厂家 ,遇到弯曲形的 五金冲压件 ,一般是这样安排其生产工序的: A:先外部后内部; B:前道工序必须为后道工序准备定位; C:小型复杂件...
在 五金冲压件加工厂 ,利用冲压模具和压力机在常温下对金属板料或带料进行压力加工,得到各行业所需的具有一定形状和尺寸的零件,这种零件我们称...
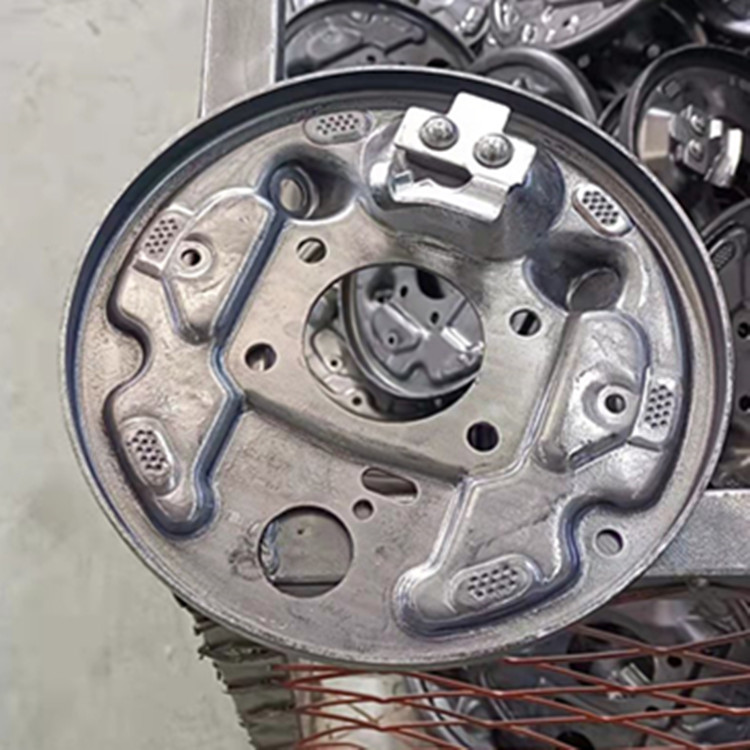
我们 东一冲压件厂 生产汽车 冲压件 刹车底板 ,也称之为 制动底板 。这个刹车底板,我们经过数十道冲压工序后又经过焊接和铆接,才拼接成用户要求的...
在 冲压件加工厂 ,要想得到一个表面质量较好的 冲压件 ,冲压材料或半成品毛坯必须要外表光洁、平整、无痕、无凹凸、无腐蚀等,这是冲压件表面质量...
在 冲压件加工厂 ,冲压件加工必备的三大要素为:冲压材料、冲压加工设备、使冲压件成型的冲压模具。 冲压件 的成型是依靠模具来完成的,模具是根据...
冲压件加工厂 冲压加工 五金冲压件 时,有许多时候采用的是液压压力机或冲床。液压压力机冲压加工的过程,就是液压机液压传动的过程,它通过其内部...
在线客服 : 服务热线:139-0327-8178 电子邮箱: btjd200319@126.com
公司地址:河北省沧州市泊头市齐桥镇
东一五金冲压厂是专业生产设计五金冲压件,冲压加工,非标冲压件,五金件加工,模具加工,,高低压开关五金配件,大中小型五金冲压拉伸件,不锈钢冲压拉伸件,数控车床及仪表车床的加工件,五金冲压模具设计与开发的生产...